专业生产中高频感应加热淬火设备 · 源于1992年
雄厚的技术力量,丰富的生产管理经验、完善的售后服务体系
24小时咨询热线:
159 8184 5786(微信同号)
砼泵管高频淬火设备
砼泵管高频淬火设备主离合器轴所用材料为35CrMO,淬火测层深1-2mm,硬度为52~57HRC,其热处理工艺该如何确定呢?虽然高频淬火设备的有效淬硬层深为1m...
在线咨询
咨询热线 :159 8184 5786
砼泵管高频淬火设备

砼泵管高频淬火设备选择郑州国韵,联系电话:159 8184 5786 张经理 24小时免费在线咨询
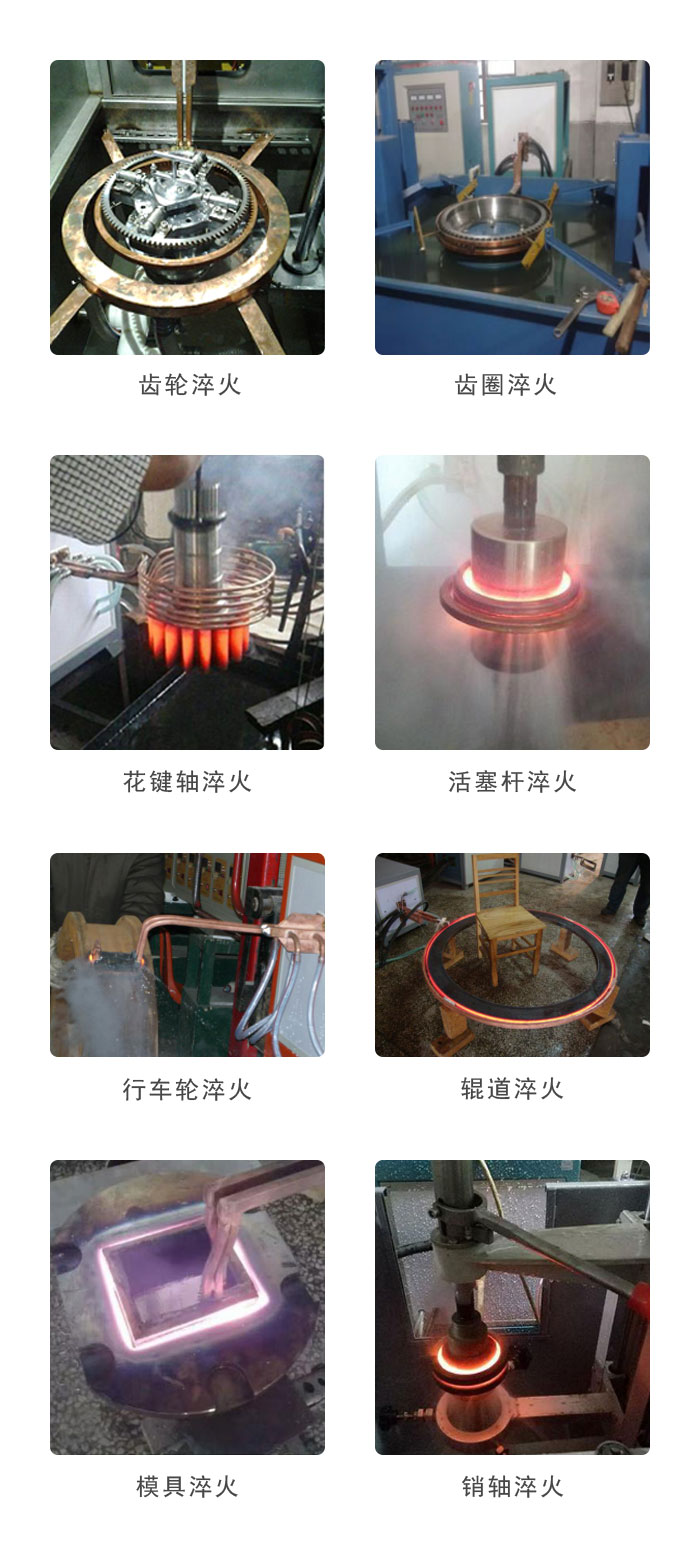
主离合器轴作为发动机上的重要零件,在工作过程要承受巨大的摩擦,为此,我们常常采用中频感应加热机进行感应淬火,以提高工件的耐磨性、硬度和使用寿命。今天,我们就说一下主离合器轴感应淬火的工艺应如何确定。
主离合器轴所用材料为35CrMO,淬火测层深1-2mm,硬度为52~57HRC,其热处理工艺该如何确定呢?
一、工艺方案的确定
虽然高频淬火设备的有效淬硬层深为1mm,但它针对的是光轴类零件。对于齿轮类零件,当电流频率过高时,齿顶温度偏高,而齿根温度偏低,很难获得沿齿廓分布的硬化层。而选用8000Hz的中频感应加热机组对主离合器轴进行中频淬火在理论上是可行的,也能满足层深1-2mm的技术要求。但主离合器轴零件属空心薄壁且两端带有花键,在加热过程中很容易透热而被淬透。进行感应淬火时,零件表面呈高温分布状态,其热量的传递不仅靠四周的冷却介质,也靠向不加热的内层及心部传导,因此,冷速更快。同时该零件薄端壁厚约为3.16mm,在热传导的作用下,极易透热而被淬透。由于此零件是空心且薄壁的,仅靠采用8000Hz的中频淬火机组对主离合器轴进行中频淬火,很难达到淬硬层深为l一2mm的技术要求。为此,只能从工艺方面加以考虑来解决设备和零件本身所不能解决的问题。
砼泵管高频淬火设备选择郑州国韵,联系电话:159 8184 5786 张经理 24小时免费在线咨询

砼泵管高频淬火设备选择郑州国韵,联系电话:159 8184 5786 张经理 24小时免费在线咨询

砼泵管高频淬火设备选择郑州国韵,联系电话:159 8184 5786 张经理 24小时免费在线咨询